Сварка лазером: видео о новых трендах?
2026-02-27
содержание
Видео про лазерную сварку сейчас — это не просто реклама, а реальная лопата в мир новых трендов, где половина контента либо устарела, либо показывает идеализированную картинку, далекую от цеха. Вот о чем на самом деле стоит говорить.
Не только мощность: почему параметры на видео вводят в заблуждение
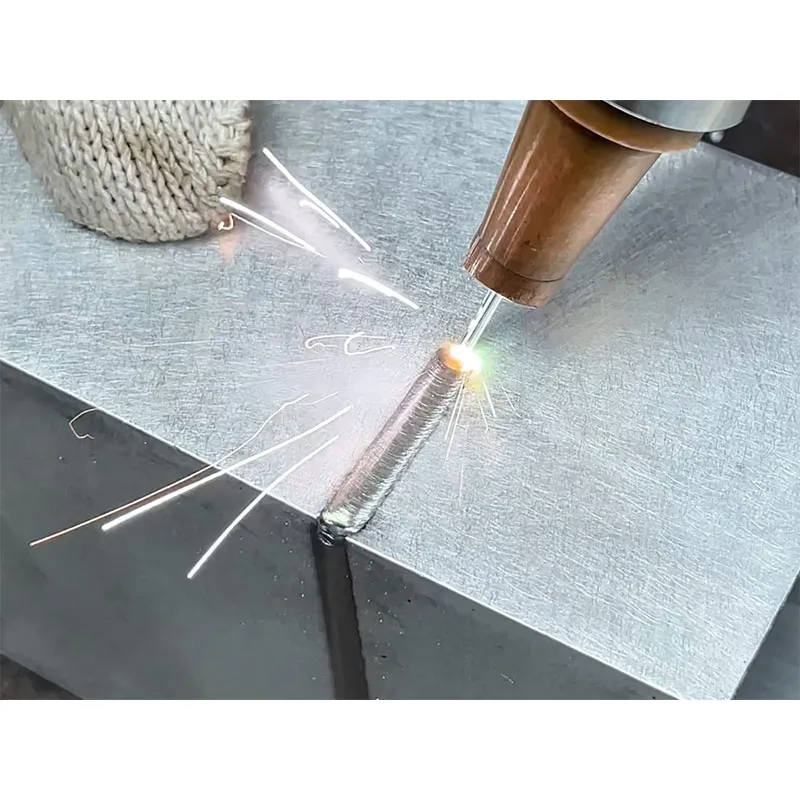
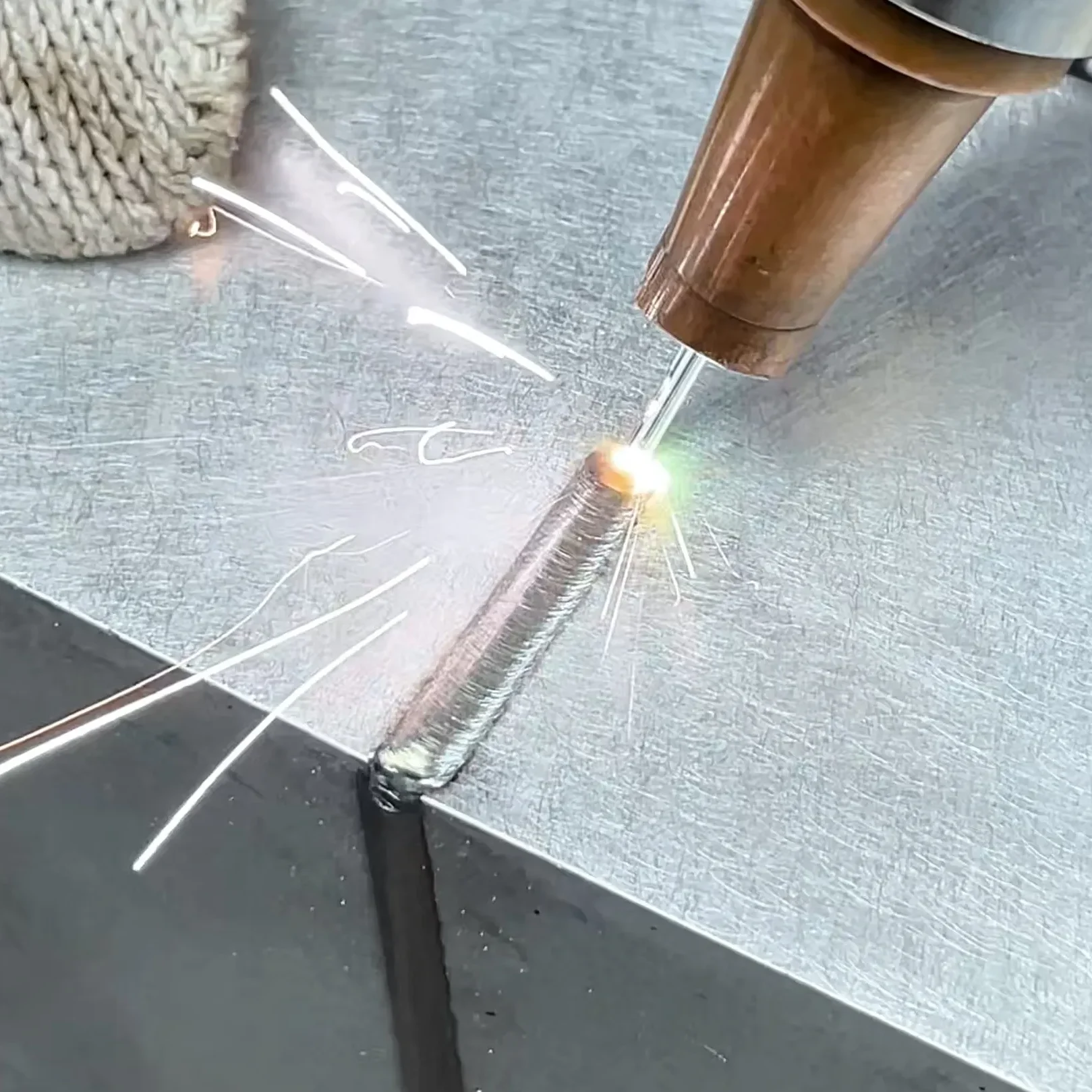
Смотришь ролик — аппарат варит будто по маслу, шов ровный, блестит. Начинаешь присматриваться: а какая толщина? Какая скорость? Часто эти ключевые вещи либо в описании мелким шрифтом, либо вообще опущены. Многие, особенно новички, гонятся за ваттами, думают, что купив лазерный сварочный аппарат на 3 кВт, сразу будут паять корабельную сталь. А на деле для тонкостенной нержавейки в 0.8 мм такой луч просто прожигает дыру, если не ювелирно настроить импульс и частоту. Тренд последних пар лет — не рост мощности как таковой, а умное управление ею. Видел недавно обзор на оборудование от ООО ?Ухань Дуя Оптико-Электрическое Оборудование? — там как раз акцент на гибкости настройки волоконных источников для разных задач, а не на голых цифрах в паспорте. Вот это уже ближе к реальности.
Или взять модуляцию. Раньше в большинстве видео показывали сварку непрерывным излучением. Сейчас все чаще мелькают кадры с импульсно-периодическим режимом. Но мало кто объясняет, зачем это нужно на практике. А нужно, чтобы минимизировать тепловложение. Свариваешь, условно, алюминиевый сплав — если греть его постоянно, он коробится, появляются горячие трещины. А короткими мощными импульсами успеваешь сформировать сварочную ванну и дать ей быстро остыть. Результат — меньше деформаций. Но чтобы это поймать, нужен опыт и понимание, а не просто повторение настроек с экрана.
Отсюда и главное заблуждение: видео создает иллюзию простоты. Поставил детали, нажал кнопку — и готово. В жизни же 80% времени уходит на подготовку: зачистка кромок (лазер хоть и менее требователен к чистоте, чем TIG, но грязь и окислы все равно убивают качество шва), юстировка, подбор газовой защиты. Аргон какой чистоты? Сопло какой формы и диаметра? Эти нюансы редко попадают в кадр, а без них весь процесс летит в тартарары.
Гибридные технологии: то, что действительно меняет правила игры
Вот что по-настоящему интересно в новых трендах — это гибридизация. Не просто лазерная сварка, а лазер + MIG/MAG или лазер + TIG. На их сайте doyalaser.ru в разделе решений есть намеки на такие комплексные подходы. Смысл в чем? Лазер дает глубокий проплав и скорость, а дуговая сварка — широкую область разогрева и отличное заполнение разделки. Особенно спасает при работе с зазорами. Идеальная подгонка деталей — это из мира фантастики для серийного производства, всегда есть люфт. Чистый лазер с этим справляется плохо, а гибрид — отлично.
Помню один проект по сварке корпусов из черной стали. Пытались сделать шов чисто лазером, но зазоры в 0.5 мм уже были критичны, кромки плавились неравномерно. Перешли на гибридную схему (лазер + MAG). Лазерный луч шел впереди, создавая ключевую ванну, а следом дуга добавляла присадочный материал и ?размазывала? тепло. Скорость упала незначительно, зато выход годных изделий подскочил с 70% до 98%. Такие кейсы в видеоформате были бы ценнее сотни гламурных демонстраций.
Но и тут есть подводные камни. Синхронизация двух источников энергии — дело тонкое. Задержка между включением лазера и дуги в доли секунды может привести к непровару или, наоборот, прожогу. Настройка требует не только знаний, но и хорошей диагностической аппаратуры, чтобы видеть процесс в реальном времени. Часто в цеху нет такой роскоши, идут методом проб и ошибок.
Материалы, которые раньше и не думали варить лазером
Раньше лазер ассоциировался в основном со сталью, нержавейкой, в крайнем случае — с алюминием. Сейчас в обзорах и исследованиях все чаще мелькает сварка разнородных материалов и сложных сплавов. Медь и ее сплавы — классический пример. Из-за высокой теплопроводности и отражательной способности в видимом и ИК-диапазоне медь традиционно считалась сложным для лазерной сварки материалом. Но с приходом волоконных лазеров с длиной волны около 1 микрометра (а у некоторых современных источников — и короче) и зеленых лазеров ситуация меняется. Поглощение улучшается, процесс становится стабильнее.
Пробовали варить медь с нержавеющей сталью для электротехнических шин. Задача нетривиальная: разные коэффициенты теплового расширения, разная теплоемкость. Чистой дугой — коробление и хрупкие интерметаллиды в шве. Лазером с точной фокусировкой и минимальным временем воздействия удалось получить приемлемое соединение. Ключевым был контроль над глубиной проплава в медной стороне. Не идеально, но рабочий вариант. Такие эксперименты редко попадают в популярные видео, а зря — это передний край.
Еще один тренд — активное использование лазерных очистительных установок как этапа предварительной подготовки. Грязь, краска, окислы — все это летит с поверхности лучом перед самой сваркой, часто даже на одном станке. Это не просто чистота, это стабильность процесса. Потому что даже невидимая глазу пленка может изменить поглощающую способность поверхности и привести к браку.
Автоматизация и ?цифровой след?: не просто модные слова
Когда говорят про Индустрию 4.0 применительно к сварке, многие представляют себе просто робота с горелкой. Но тренд глубже. Речь о встроенных датчиках, которые в реальном времени следят за процессом: пирометры контролируют температуру в зоне, CMOS-камеры наблюдают за формированием шва и поведением ванны, датчики обратного отражения лазерного излучения сигнализируют о дефектах фокусировки или изменении зазора.
На практике это выглядит так: система видит, что из-за тепловой деформации зазор между деталями начал увеличиваться. Алгоритм мгновенно корректирует мощность лазера и подачу присадочной проволоки (если она есть), чтобы компенсировать это изменение. Раньше такая деталь пошла бы в брак. Сейчас — процесс адаптируется. В компании ?Ухань Дуя?, судя по описанию их систем, это направление тоже развивают, интегрируя сенсоры в свои лазерные сварочные аппараты. Для оператора это означает переход от роли ?нажимателя кнопок? к роли технолога, который анализирует данные и оптимизирует программу, а не тушит ?пожары? в виде брака.
Но и здесь есть своя ложка дегтя. Вся эта телеметрия генерирует горы данных. А чтобы их интерпретировать, нужны новые навыки. Цеховому инженеру теперь мало знать металлургию сварки, нужно хотя бы на базовом уровне понимать, что такое облако точек с датчика или спектральный анализ плазмы ванны. Это культурный сдвиг в профессии, и он происходит не так быстро, как хотелось бы.
Практические ловушки и ?негламурные? детали
Ни одно видео не покажет тебе, как мучаешься с юстировкой коллиматора и фокусирующей линзы после замены кварцевого защитного стекла. А это рутина. Пыль, брызги металла — стекло мутнеет, пропускание падает. Меняешь его, а потом полдня ловишь фокус, потому что даже микронный перекос съедает половину мощности. Или подача технологического газа. Кажется, что проще: подал аргон и все. Но если струя слишком турбулентная, она засасывает воздух в зону сварки, и на нержавейке вместо серебристого шва получаешь почерневшую окисленную поверхность. Приходится экспериментировать с диффузорами, расходами.
Еще одна боль — кабели и волокна. Оптическое волокно, передающее луч от источника к голове, — это не электрический кабель, его нельзя резко сгибать. В тесном цеху, при переналадке станка, его легко передавить или задеть. Потеря сигнала, а в худшем случае — выход из строя дорогостоящего компонента. Производители, конечно, делают защитные гофры, но практика всегда жестче любых инструкций.
Именно поэтому ценны видео, где показывают не только итоговый идеальный шов, но и процесс настройки, поиска проблемы. Как по изменению звука (да, иногда по характерному шипению опытный сварщик определяет стабильность процесса) или по виду плазмы над ванной понимают, что что-то пошло не так. Это и есть та самая ?практическая магия?, которой не научишься по сухим спецификациям. Оборудование, будь то от китайского производителя вроде ООО ?Ухань Дуя Оптико-Электрическое Оборудование? или от немецкого гиганта, — всего лишь инструмент. А качество и скорость определяются умением с ним работать, учитывая все эти мелкие, но критичные детали. Вот об этом и стоит снимать новые видео.