Как правильно использовать газ при лазерном сваривании
2025-11-07
1.Роль защитного газа
В лазерном сваривании защитный газ влияет на форму, качество, глубину проникновения и ширину сварного шва.
В большинстве случаев подача защитного газа оказывает положительное влияние на сварку, однако может приводить и к негативным последствиям.
Положительные эффекты
1)Правильное подачу защитного газа эффективно защищает сварочную каплю и снижает или полностью предотвращает окисление.
2)Правильное подача защитного газа позволяет эффективно снизить количество распылённого металла, образующегося при сварке.
3)Правильное подачу защитного газа позволяет расплавленному металлу равномерно распределяться при отверждении, что обеспечивает единообразную и красивую форму сварного шва.
4)Правильная подача защитного газа позволяет эффективно снижать влияние пламенных струй металлических паров или плазменных облаков на лазер и повышать его эффективность.
5)Правильное подача защитного газа позволяет эффективно снизить пористость сварного шва.
При правильном выборе типа газа, его расхода и способа впрыска можно достичь желаемого эффекта.
Однако неправильное использование защитного газа также может негативно сказаться на сварке.
Негативные последствия
1)Неправильное подачу защитного газа может привести к ухудшению качества сварки.
2)Неправильный выбор типа газа может привести к появлению трещин в сварке и снижению её механических свойств.
3)Неправильный выбор скорости подачи газа может привести к более интенсивному окислению сварного шва — как при слишком высокой, так и при слишком низкой скорости подачи, — а также вызвать серьёзное нарушение структуры сварочного металла под действием внешних сил, что приводит к его обрушению или неравномерному формированию.
4)Неправильный выбор метода впрыска газа может привести к тому, что сварной шов не обеспечит защитный эффект или вообще не окажет его, а также негативно повлиять на формирование сварного шва.
5)Воздушное наполнение защитным газом оказывает определённое влияние на проникновение сварки, особенно при сварке тонких листов — оно снижает глубину проникновения.
2.Тип защитного газа
Наиболее часто используются в лазерной сварке газы N₂, Ar и He. Из-за различий в их физико-химических свойствах влияние на сварные швы также различается.
1.N2
Ионизационная энергия азота (N₂) умеренная — она выше, чем у аргона (Ar), но ниже, чем у гелия (He). Степень ионизации при воздействии лазера средняя, что позволяет эффективнее снижать образование плазменного облака и повышает эффективность использования лазера.
В определённых температурах азот может химически реагировать с алюминиевыми сплавами и углеродистой стали, образуя нитриды, что приводит к повышению хрупкости сварного шва и снижению его ударной прочности.
Использование азота для защиты сварных швов из алюминиевого сплава и углеродистой стали негативно сказывается на механических свойствах сварного соединения, поэтому его применение не рекомендуется.
2.Ар
Энергия ионизации арсена относительно низкая, а степень ионизации при воздействии лазера высока, что затрудняет контроль формирования плазменных облаков и может негативно сказаться на эффективности использования лазера.
Однако активность Ar крайне низкая, и он плохо реагирует с обычными металлами.
Кроме того, стоимость арсена не высока. Благодаря относительно высокой плотности арсена он способен погружаться выше сварочного пула и эффективнее его защищать, что позволяет использовать его в качестве обычного защитного газа.
3.Он
У гелия самая высокая энергия ионизации, а степень ионизации при воздействии лазера крайне низкая. Это позволяет эффективно контролировать образование плазменных облаков. Лазерное излучение хорошо действует на металлы. Кроме того, гелий обладает очень низкой активностью и практически не вступает в химические реакции с металлами, что делает его отличным защитным газом при сварке. Однако из-за высокой стоимости гелий в основном используется в научных исследованиях или в продуктах с высокой добавленной стоимостью.
3.Метод инфлюгации защитного газа
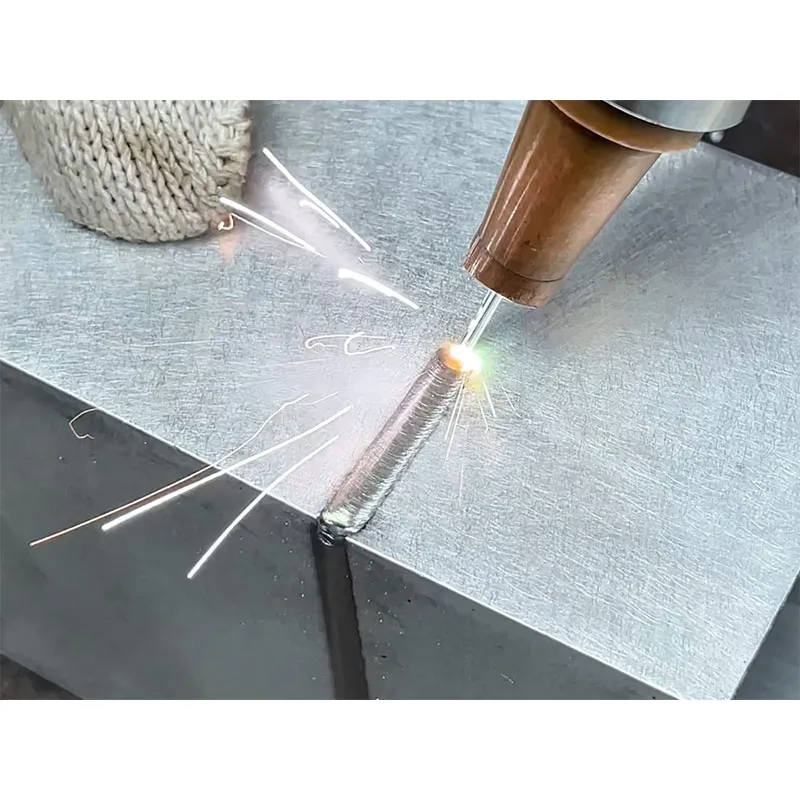
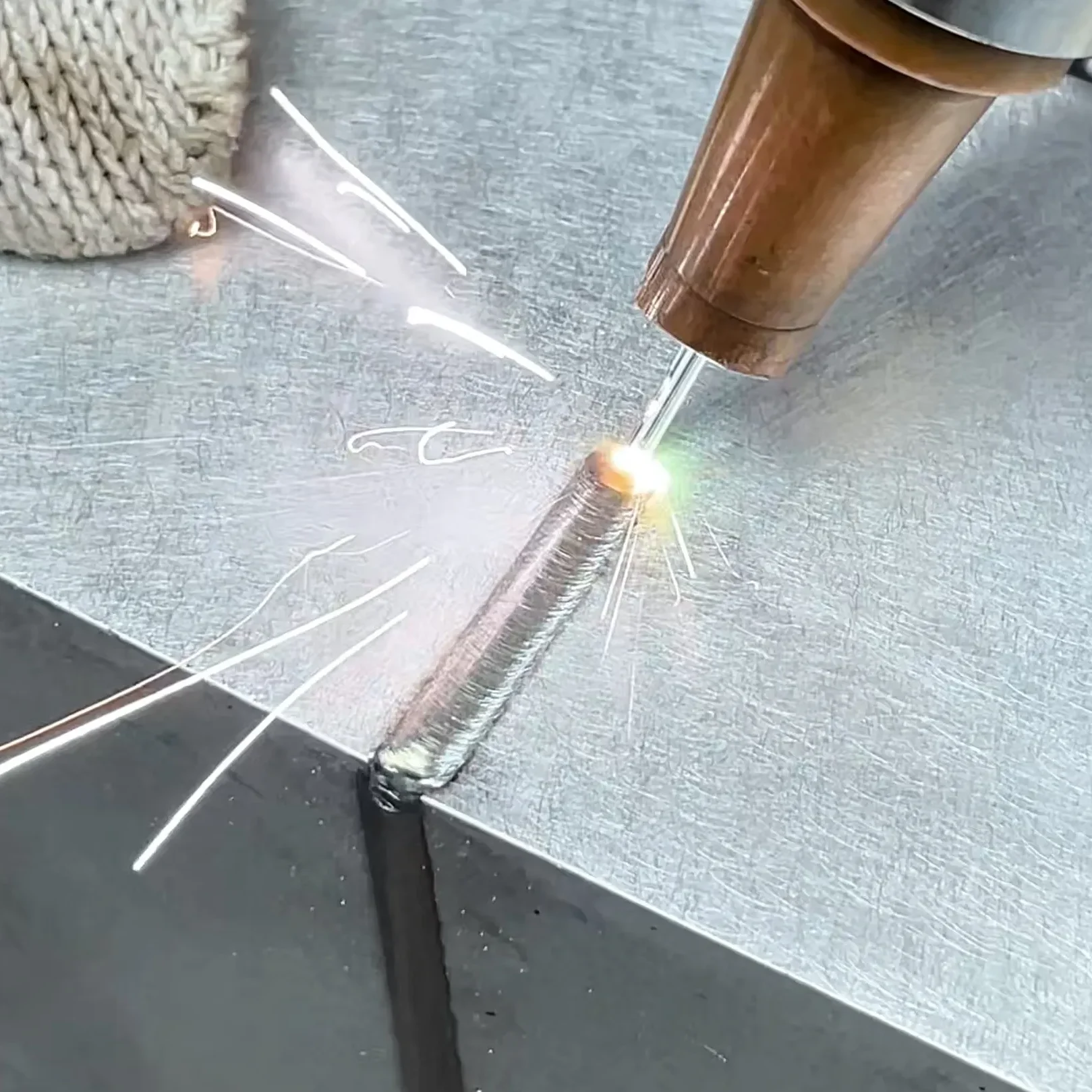
В настоящее время существуют два основных метода подачи защитного газа: один — боковое подача по боковой оси, как показано на рис. 1; другой — коаксиальная подача, как показано на рис. 2.
Выбор между двумя методами подачи газа зависит от комплексных соображений. Как правило, рекомендуется использовать метод подачи защитного газа по боковым каналам.

На рисунке 1 защитный газ подаётся на боковую сторону распределительного вала.

Рисунок 2: Коаксиальный защитный газ
4.Принципы выбора методов впрыска защитного газа
Прежде всего следует уточнить, что так называемое «окисление» сварного шва — это всего лишь общее название. Теоретически это означает, что химическая реакция между сварным швом и вредными компонентами воздуха приводит к ухудшению его качества. При определённой температуре сварочное металл часто вступает в химическую реакцию с кислородом, азотом, водородом и другими газами воздуха.
Снижение или предотвращение контакта вредных компонентов с сварочным металлом при высоких температурах позволяет избежать его окисления. Под высокой температурой понимается не только состояние расплавленного металла в плавильной бассейне, но и весь период — с момента плавления сварочного металла до его затвердевания, — в течение которого температура постоянно опускается ниже определённого уровня.
5.Пример
Например, при температуре выше 300 °C сварка титановых сплавов быстро поглощает водород, при температуре выше 450 °C — кислород, а при температуре выше 600 °C — азот. Поэтому сварные швы титановых сплавов необходимо эффективно защищать после отверждения и при температуре ниже 300 °C, иначе они окислятся.
Из приведённого описания легко понять, что подаваемый защитный газ должен не только своевременно защищать сварочную лужу, но и обеспечивать защиту только что затвердевшего участка сварки. Поэтому в качестве метода защиты, как правило, применяется боковой подаваемый защитный газ на боковой оси, показанного на рис. 1, поскольку этот метод охватывает более широкий диапазон участков по сравнению с методом коаксиальной защиты, изображённым на рис. 2.
Особенно хорошо защищена область, где сварной шов только что затвердел.
Боковое подача защитного газа. В инженерных условиях не все изделия могут использовать боковое подачу защитного газа через боковую ось. Для отдельных специфических изделий допускается только коаксиальная подача, при этом выбор должен осуществляться с учётом конструкции изделия и формы соединения.
6.Выбор методов специфического защитного газового подачи
1.Прямолинейное сваривание
Как показано на рисунке 3, форма сварного шва изделия линейна, а тип соединения может быть швы-соприкосновение, швы-направление, швы внутренних углов или сварные швы с перекрытием.
Для такого типа продукции наиболее эффективным является использование метода защитного газа с боковым соплом на боковой валу, показанного на рисунке 1.

Рисунок 3. Прямолинейное сваривание
2.Закрытый графический сварочный шов
Как показано на рисунке 4, форма сварного шва изделия представляет собой замкнутую форму — плоскую круговую, плоскую многоугольную или плоскую многосегментную линейную. Сварные соединения могут быть швы нарезания, швы наложки или сварные швы с перекрытием. Для такого типа изделий наиболее эффективным является применение метода коаксиального защитного газа, изображённого на рисунке 2.

Рисунок 4. Плоская закрытая фигура — сварка
Выбор защитного газа напрямую влияет на качество, эффективность и стоимость сварочных работ. Однако из-за разнообразия сварочных материалов процесс выбора газа в практике становится более сложным. При этом необходимо комплексно учитывать сварочные материалы, методы и позиции сварки. Помимо требуемого сварочного эффекта, более подходящий газ можно определить по результатам испытаний, что позволяет достичь более высокого качества сварки.