Лазерный сварочный аппарат: как не ошибиться с выбором и мощностью
2026-03-13
Когда я впервые столкнулся с необходимостью приобретения лазерного сварочного аппарата для цеха, то думал, что достаточно взять модель помощнее — и проблемы решатся сами собой. На практике оказалось, что киловатты — это лишь вершина айсберга. За 2024–2025 годы рынок в России сильно изменился: ушли одни бренды, появились другие, а требования к оборудованию со стороны заказчиков только выросли. В этой статье я расскажу, на что действительно стоит обращать внимание, чтобы не выбросить деньги на ветер, и поделюсь опытом эксплуатации разных установок.
Ручные лазерные сварочники vs. стационарные комплексы: что выбрать для малого бизнеса
Сразу скажу: здесь нет универсального ответа. Я сам долгое время работал на старом аргоне, и переход на лазер был для меня шоком. Ручные аппараты сейчас в тренде — их таскают по выездам, варят ворота, ремонтируют кузова. Но есть нюанс: при кажущейся простоте, ручной лазерный сварочный аппарат требует идеальной чистки оптики. Забыл протереть линзу — и пятно расфокусировки обеспечено. Стационарные же столы (с ЧПУ) дают повторяемость, но стоят как квартира в области, и окупаются только при серийном производстве.
Из личного опыта: для автосервиса или небольшого производства (например, лестницы и перила) ручной лазер — это золотая жила. Особенно если варить нержавейку под зачистку. Но будьте готовы к тому, что оператор должен быть аккуратистом. Пыль в гараже — главный враг такого оборудования. Многие мои знакомые покупали дешёвые китайские ручники за 500–600 тыс. ₽, а потом мучились с расходниками, потому что линзы к ним найти сложно.
Я же присматривался к оборудованию, где сервис и поставка запчастей прозрачны. Например, компания ООО «Ухань Дуя Оптико-Электрическое Оборудование» предлагает не только сами установки, но и полную поддержку — для российских реалий это критично. Когда ломается оптоволокно, ждать месяц с доставкой из Китая — непозволительная роскошь.
Мощность и длина волны: физика процесса для новичков
Давайте без зауми. Основной рабочий лазер для металлов — это иттербиевый волоконный. Длина волны около 1.07 мкм. Металл его хорошо кушает, но есть нюанс: алюминий и медь отражают этот диапазон, как зеркало. Если у вас лазерный сварочный аппарат без защиты обратного отражения, можно спалить источник. Я сам спалил один такой, когда варил медную шину — мощность была 1.5 кВт, а обратка убила диоды.
По мощности расклад такой: до 1 кВт — это для тонких листов (до 1.5 мм), по сути, замена точечной сварки. 1.5–2 кВт — универсальный диапазон для кузовного ремонта и нержавейки до 3 мм. Если берёте 3 кВт, тут уже надо думать о системе охлаждения. Чиллер должен быть мощный, иначе за полчаса работы вода закипит. У нас в цеху стоял китайский «ноунейм» с заявленными 3 кВт — на деле он выдавал от силы 1.8, но грелся как утюг. Пришлось докупать промышленный чилер за 180 тыс. ₽.
И ещё момент про импульсный и непрерывный режим. Для большинства задач (швы, тавровые соединения) нужен непрерывный режим (CW). Импульсный хорош для микросварки или чтобы перемыкать зазоры. Производители часто пишут «гибридный режим», но по факту это просто маркетинг. Смотрите на реальные осциллограммы, а не на рекламные буклеты.
Реальные ошибки при настройке: от фокуса до присадочной проволоки
Самая частая проблема, с которой ко мне приходят новички — «не варит, а режет». Это когда неправильно выставили фокусное пятно. В руководствах пишут «фокус на поверхности», но это условно. Если хотите широкий шов с хорошим проваром, надо смещать фокус вглубь детали на 1–2 мм. А если пятно выше — получается режим резки. Я как-то полдня мучился, пока не понял, что сопло уперлось в деталь и сместило линзу.
Второй момент — подача присадки. Для лазерного сварочного аппарата нужна идеально прямая проволока. Малейшая «восьмёрка» в роликах — и подача дёргается. В аргоне это не так критично, а в лазере из-за скорости процесса каждая остановка подачи — это кратер. У нас был случай: брали дешёвую проволоку из соседнего магазина, она ржавая внутри. В итоге поры по всему шву. Пришлось переходить на проверенных поставщиков и ставить финишный правитель проволоки.
И третий момент — защитный газ. Обычно используют аргон. Но если варите на сквозняке в цехе, газ просто сдувает с ванны. Шов становится чёрным и пористым. Приходится ставить газовые линзы или делать локальные укрытия. Один раз я варил на улице, ветер 5 м/с — лазер вроде греет, а защиты нет. Брак 30%. Пришлось переделывать в помещении.
Лазерная сварка разных металлов: нержавейка, алюминий, титан
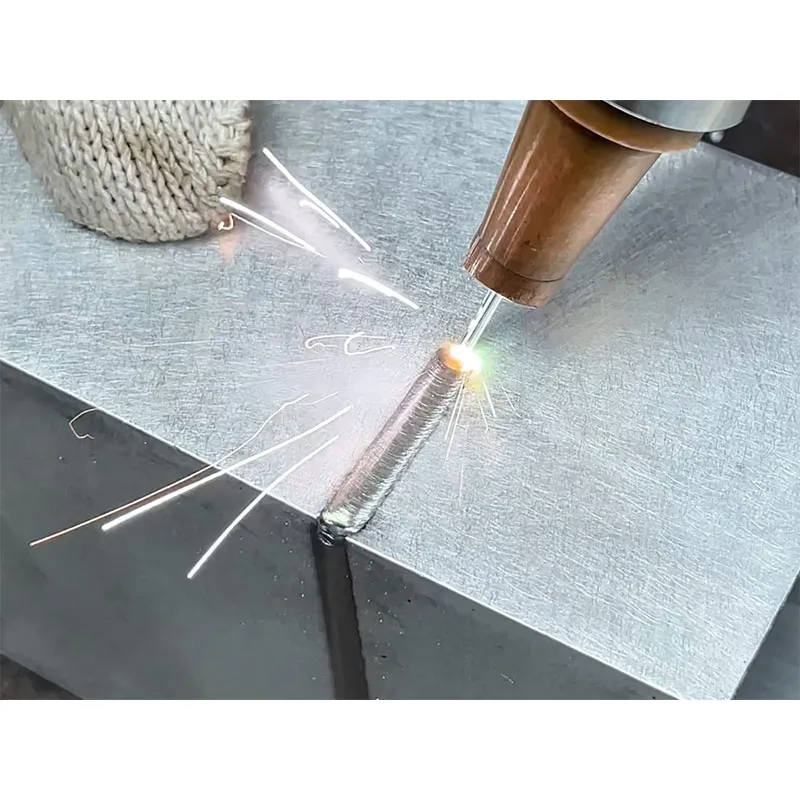
Начну с «нержавейки» — это идеальный материал для лазера. Шов получается серебристый, если газ не экономить. Толщины до 2 мм можно варить встык без присадки вообще. Я так варил обечайки для пищевого оборудования — быстро и герметично. Главное — зазор не больше 0.1 мм. Если зазор больше, проволока нужна обязательно, иначе провалится.
Алюминий — это боль. Из-за высокой отражающей способности лазерный сварочный аппарат должен иметь защиту от обратки, иначе дорого. И ещё алюминий — мягкий, проволока мнётся в подающем канале. Тут помогает только тефлоновая футеровка канала и тяжёлый режим прожига оксидной плёнки. Если сразу не убрать оксид, шов будет с включениями.
Титан мы варили редко, но метко. Тут главное — защита с обратной стороны шва. Аргон надо подавать и в корень, иначе титан нахватается кислорода и станет хрупким. Лазером это делать проще, чем аргонодуговой, потому что нагрев локальный. Но аргон надо лить без остановки, пока шов не остынет до 300 градусов. На одном заказе мы торопились и отключили газ рано — пошли цвета побежалости, заказчик забраковал.
Сравнение с традиционной сваркой (TIG, MIG/MAG): таблица затрат
Многие до сих пор считают, что лазер — это дорого. Я тоже так думал, пока не посчитал себестоимость метра шва. Да, сам аппарат стоит от 1.5 млн ₽ (хороший ручник), но скорость в 5–10 раз выше, чем TIG. Особенно на тонких листах. Ниже примерная таблица для нержавейки 2 мм.
| Параметр | TIG (аргон) | Лазер (1.5 кВт) |
|---|---|---|
| Скорость сварки (м/мин) | 0.2 – 0.3 | 1.2 – 1.8 |
| Расход аргона (л/мин) | 8 – 10 | 12 – 15 (но быстрее) |
| Деформация детали | Высокая (нагрев большой) | Минимальная |
| Стоимость оборудования (вход) | ≈ 150 000 ₽ | ≈ 2 000 000 ₽ |
| Нужна ли зачистка после сварки? | Да, часто | Нет, или минимальная |
Как видите, по металлу и газу лазер выигрывает за счёт скорости. Но если у вас объёмы маленькие, TIG дешевле в моменте. Однако я перешёл на лазер и не жалею: заказы выполняются быстрее, а заказчики готовы платить за красивый шов без окалины.
Тренды 2025: компактность и интеллектуальные системы
Что нового я вижу на выставках и в цехах коллег? Во-первых, появились компактные лазерные сварочные аппараты со встроенным чиллером «всё в одном». Раньше это были два чемодана, а теперь — один моноблок. Мощность, правда, пока ограничена 1.5 кВт, но для выездного ремонта самое то.
Во-вторых, развиваются системы адаптивной оптики. Аппарат сам сканирует стык и подстраивает мощность под зазор. Это реально помогает, когда деталь кривая. У китайцев такие функции уже есть, но пока сыровато. Я тестировал один такой — он то замедлялся, то ускорялся, в итоге шов «полосатый». Но через пару лет, думаю, доведут до ума.
И в-третьих, растёт спрос на гибридные установки: сварка + очистка. Это когда одной головкой можно и варить, и чистить ржавчину. Экономия места в цехе. Компания «Ухань Дуя Оптико-Электрическое Оборудование» как раз предлагает такие универсальные решения. У них есть линейка, где переключение режимов занимает минуту. На мой взгляд, для небольших мастерских это идеально: не надо покупать два станка.
Итоги: как выбрать аппарат и не прогадать
Если резюмировать свой опыт и ошибки, которые я видел у других, то выбор лазерного сварочного аппарата сводится к трём вещам: мощность под ваши задачи (не берите 3 кВт, если варите 1 мм), качественная оптика (предпочтительнее немецкие или японские линзы, даже если аппарат китайский) и сервисная поддержка в РФ. Не гонитесь за самой низкой ценой — скорее всего, это будет аппарат без защиты от обратки и с непонятным софтом.
Лично для меня сейчас главный критерий — это возможность быстро получить консультацию и запчасти. Я работаю с проверенными поставщиками, и если надо будет обновлять парк, пойду к ним же. Посмотрите фото реальных работ и оборудования на сайте компании — там есть кейсы по нержавейке и алюминию, очень полезно для понимания возможностей.
Поделитесь этим материалом с коллегами, если нашли для себя что-то новое. А если уже работаете на лазере — напишите в комментариях, с какими нестандартными задачами сталкивались. Обсудим!
📸 Хотите увидеть, как выглядит качественная лазерная сварка?
Посмотрите фото готовых изделий и оборудования в каталоге: https://www.doyalaser.ru
Оставьте вопрос в комментариях — поможем с выбором режимов.