Основы и хитрости лазерной сварки
2025-12-20
Лазерное сваривание – это область металлообработки, основанная на использовании лазерного излучения. Оно широко применяется в автомобильной промышленности, производстве точных изделий, электротехнике, аэрокосмической отрасли, медицине и других сферах. В данном тексте я расскажу о лазерном сваривании, которое используется в основном в области обработки листового металла, и о основных аспектах его применения.
Что такое лазерное сваривание? (Характеристики)
Слово «лазер» происходит от английского термина «Light Amplification by Stimulated Emission of Radiation» (усиление света путем стимулированного излучения).
Сначала, когда начинаешь размышлять о смысле, может показаться, что всё это сложное, но на самом деле достаточно понять, что это — искусственное световое излучение. По сравнению с обычным светом, который мы видим в повседневной жизни — например, солнечным или от природного освещения, лазер как источник искусственного света обладает такими характеристиками, как постоянная длина волны, фаза и направление. Благодаря настройке и использованию этих трёх ключевых параметров, объединённых общим термином «кохерентность», лазер можно применять в самых разных процессах обработки.
Лазерное сваривание — это технология, при которой лазерный луч, выделяющий искусственное световое излучение, фокусируется и направляется на деталь, вызывая локальное плавление и отверждение металла для его соединения. В области обработки листового металла применение лазерного сваривания по сравнению с традиционным свариванием дугой обладает рядом преимуществ: возможность эффективного подавления тепловых деформаций, удобство контроля сварочных параметров и отсутствие заметных следов сварки.
Принцип лазерного сваривания
В лазерном сваривании лазерный генератор создаёт лазерный луч, который выделяет тепло и распространяется по оптическому волокну, передаваясь сначала к детали. На этом этапе используется лазерная головка. Внутри головки установлены линзы, которые концентрируют лазерный луч в нужном для обработки направлении. Благодаря линзам свет сосредотачивается на малой площади, что обеспечивает высокую энергию для плавления металла. Чтобы предотвратить окисление расплава, при сварке обычно подают защитные газы, такие как аргон или азот.

Виды лазерного сваривания
Давайте рассмотрим виды ручного и лазерного сваривания, подходящих для обработки листового металла. С 1990-х годов в Японии впервые начали массово применять портативные лазерные сварочные станции на основе YAG-лазеров. В течение долгого времени японская листовая металлургия считала, что «лазерный сварочный станок — это YAG-лазер». Однако с середины 2010-х годов, с появлением сварочных станций на оптоволоконных лазерах, в последние годы оптоволоконные лазеры стали основным типом портативных лазерных сварочных станций. Кроме того, существуют портативные сварочные устройства, использующие дисковые лазеры.

Ручной сварочный процесс с использованием сварочного аппарата на основе оптического лазера
• Сварка с использованием лазера YAG
YAG — это кристалл иттриевого галогематита (Yttrium Aluminum Garnet). Лазер YAG работает путём облучения кристалла интенсивным светом. У лазера YAG длина волны 1064 нм, которую металлы легко поглощают, поэтому он способен плавить металлы с минимальной энергией, что делает его подходящим для лазерной сварки. Однако для формирования лазерного луча требуется включать и выключать светодиодный индикатор, а из-за значительного нагрева необходимо использовать охладитель для охлаждения от колебателя до сварочного пучка. Это приводит к высокому энергопотреблению: по сравнению с потребляемой электроэнергией, энергия, используемая для обработки, оказывается недостаточной, что может привести к проблемам с проникновением сварочного луча. Кроме того, высокие затраты на обслуживание расходных материалов, таких как охлаждающая вода и светодиоды, также являются серьёзным недостатком при использовании.
• Лазерное сваривание волокон
Оптический лазер — это лазер, в котором возбуждённый свет распространяется и усиливается с помощью оптического волокна. Его основная длина волны — 1070 нм, которую металлы легко поглощают. Среди всех лазеров он отличается особенно высокой плотностью энергии, способен эффективно концентрировать луч и обладает важным преимуществом — способен вызывать глубокое плавление металлов. По сравнению с YAG-лазером, он обеспечивает глубокое плавление, низкие эксплуатационные затраты и практически не требует настройки и технического обслуживания, поэтому в последние годы его всё шире применяют. Несмотря на высокую мощность и эффективность, при ручной сварке листового металла чрезмерная мощность может представлять опасность для работника, поэтому при изготовлении изделий мощность обычно ограничивается около 1 кВт. Для достижения более высокой мощности и большей глубины проникновения в материал можно рассмотреть использование механической сварки или роботизированной сварки.
• Лазерное сваривание на диске
Дисковый лазер — это лазер, в котором возбуждающее излучение усиливается с помощью дискового кристалла YAG и передаётся по оптическому волокну. Немецкая компания FastPass успешно достигла высокой мощности и стабильности, благодаря чему её лазеры получили широкое распространение в промышленности. В последние годы их потенциал вновь оценили, и активно разрабатываются новые области применения. В Японии пока нет отдельного оборудования для ручной сварки с использованием дискового лазера, однако пользователи лазерных резаков FastPass могут дополнительно выбрать сварочную пучку для ручной сварки.
Преимущества и недостатки лазерного сваривания

Лазерное сваривание, применяемое при обработке листового металла, по сравнению с ранее широко используемым методом сварки TIG, обладает следующими преимуществами:
Даже для тонких пластин степень теплового деформирования незначительна.
При сварке TIG, из-за низкой глубины проникновения и большой зоны теплового влияния, на металл приходится большая энергия на единицу длины сварного шва, что приводит к значительной тепловой деформации изделия. Устранение этой деформации во многом зависит от мастерства сварщика — именно в этом заключается самая сложная часть процесса. В отличие от этого, при лазерной сварке концентрируется высокая энергия в узком фокусе, что позволяет расплавить металл с меньшей глубиной проникновения и уменьшить зону теплового влияния, благодаря чему тепловая деформация проявляется слабо. Более того, в процессе частых импульсных циклов включения и отключения лазера — от нескольких до десятков раз в секунду — происходит многократное расплавление и отверждение, что ещё эффективнее подавляет деформацию.
• Обеспечение достаточной прочности сварных соединений
После лазерной сварки швы получаются тонкими, и иногда возникает опасение, что прочность будет недостаточной. Однако сварка проникает глубоко, поэтому внутренняя прочность превышает внешнюю. В процессе лазерной сварки количество временно расплавленных и затвердевших сплавных участков минимально, что исключает риск разрушения. В ходе испытаний на прочность, проведённых на промышленных испытательных площадках, было подтверждено, что прочность превышает прочность, достигаемую при сварке методом TIG.

• Сокращение времени обработки
Лазерное сваривание отличается низкой энергопотреблением на единицу длины, поэтому деформация возникает редко, что позволяет значительно сократить время, необходимое для её устранения. Кроме того, поскольку лазерное сваривание в основном осуществляется на исходном материале, не требуется шлифовка выступов. При наличии подходящих условий обработки почти не возникает ожога шва, что также может позволить избежать электролитического шлифования. Сокращение трудоёмких операций по обработке способствует повышению производительности и снижению производственных затрат.
Условия сварки легко управляются и удобны в использовании.
Существуют лазерные сварочные станки, в которых параметры сварки задаются в виде метода и могут быть вызваны по требованию. Одним из главных преимуществ таких станков является простота управления и воспроизведения условий сварки. Если опытный сварщик задаст параметры, неопытный специалист сможет легко воспроизвести его рабочие условия. Таким образом, если неопытные также могут выполнять сварку тонких листов, опытные специалисты смогут сосредоточиться на задачах с высокой добавленной стоимостью, что способствует повышению общей производительности сварочных операций.
Недостаток
• Низкая эффективность обработки трещин
Лазерное сваривание позволяет сконцентрировать лазерную энергию в крайне малом фокусе диаметром от 0,1 до 0,6 мм, что приводит к плавлению металла. Однако именно эта особенность делает метод неэффективным при наличии щели. Например, при диаметре светового пятна 0,1 мм любая щель размером 0,1 мм пропускает лазерный луч, и сварка невозможна. Поэтому необходимо повысить точность процесса изгиба, установить специальные приспособления и другие меры.
• Недостаточно развиты навыки накладного сваривания
Лазерное сваривание хорошо справляется с сваркой на основной поверхности, но слабо с накладкой. Помимо того, что в зоне плавления сварочного электрода лазерная энергия может не достигать всей основной поверхности, сложно точно выровнять точку сварки, электрод и фокус в одной линии, что может привести к недостаточной прочности. Если на чертеже указано накладывание, следует рассмотреть возможность применения лазерного сваривания. Если же цель — обеспечить прочность и эстетику, лучше не указывать накладку.
• Необходимо принять меры по обеспечению безопасности.
Неправильное использование лазера может привести к серьёзным авариям, поэтому все лазерные устройства соответствуют требованиям безопасности, установленным в стандарте JIS «Стандарт безопасности лазерных изделий». Все устройства для ручного лазерного сваривания отнесены к категории «IV» — самой опасной, и производители принимают все необходимые меры безопасности. Обязательно соблюдайте инструкции по эксплуатации и техническим спецификациям: определите зону управления лазером, используйте специальную маску или защитные очки для лазерного сваривания, применяйте портативный сварочный пистолет с встроенным устройством безопасности и надлежащим образом храните ключи от оборудования.
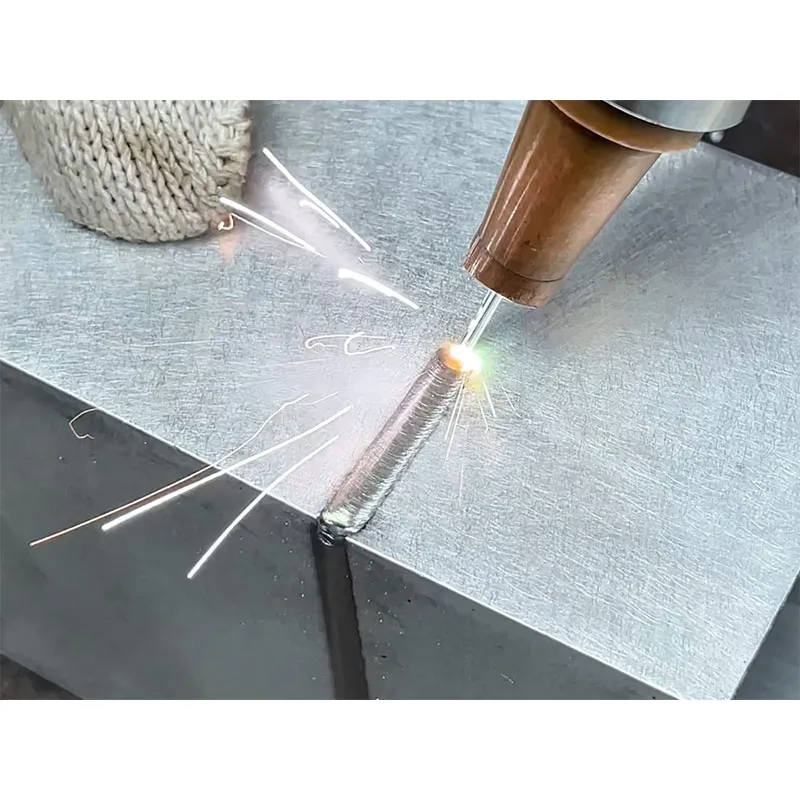
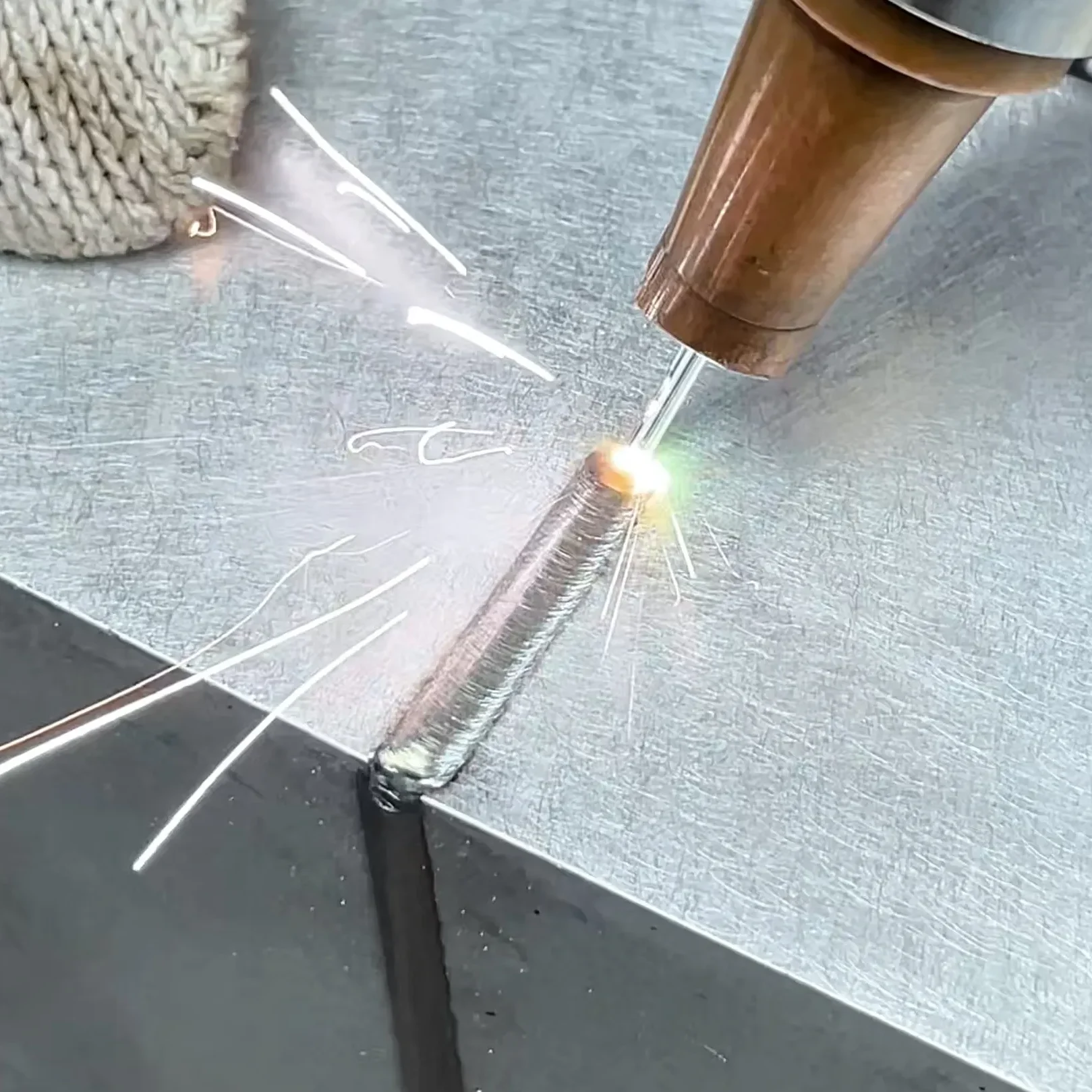
Примеры обработки с использованием лазерного сваривания. Давайте рассмотрим реальные примеры применения лазерного сваривания.
(Тестовый образец: портативный сварочный лазерный аппарат с оптоволоконным источником) Приведём пример сварки соединения поясов SUS304 толщиной 0,5 мм и 1,0 мм. Благодаря лазерному свариванию можно эффективно обрабатывать тонкие пластины, обеспечивая сварку с минимальной деформацией. После заварки, при отсутствии деформаций и следов от обжига, можно провести качественную точную обработку.



Тонкости лазерного сваривания
Лазерная сварка позволяет одновременно достигать как прочности соединения, так и эстетичности. Этот метод соединения обладает множеством преимуществ, например, позволяет выполнять сварку тонких листов с минимальной деформацией и обеспечивает простоту контроля параметров. Однако у него также есть недостатки, такие как слабая способность к обработке зазоров и низкая эффективность наплавки. Советы по эффективному использованию лазерной сварки: обратите внимание на следующие моменты.
• Повысьте точность гибочного процесса, используйте приспособления и выполняйте сварку только после создания состояния без зазоров.
• Обратитесь к опытному специалисту для определения параметров обработки и заранее зафиксируйте методику — это позволит даже неопытному оператору воспроизводить процесс.
• Если сохранить чертежи, разработанные для предыдущих методов обработки (например, аргонодуговой сварки), и просто заменить метод на лазерную сварку, плавное выполнение обработки может быть затруднено. Иногда стоит рассмотреть возможность изменения конструкции.
• Если вы хотите максимально использовать преимущества лазерной сварки, такие как прочность и эстетичность, рекомендуется проектировать изделия с учётом лазерной сварки уже на этапе разработки конструкции.
Резюме
Главное преимущество лазерной сварки заключается в её способности выполнять сварку тонких листов с минимальной деформацией. Кроме того, даже неопытные операторы могут осуществлять сварку с её помощью, что позволяет значительно усовершенствовать сварочные процессы, которые ранее зависели исключительно от мастерства специалистов. Если правильно понять её недостатки и должным образом их компенсировать, остаются лишь преимущества. Пожалуйста, максимально используйте сильные стороны лазерной сварки.