Решения распространённых проблем при ручной лазерной сварке
2026-01-04
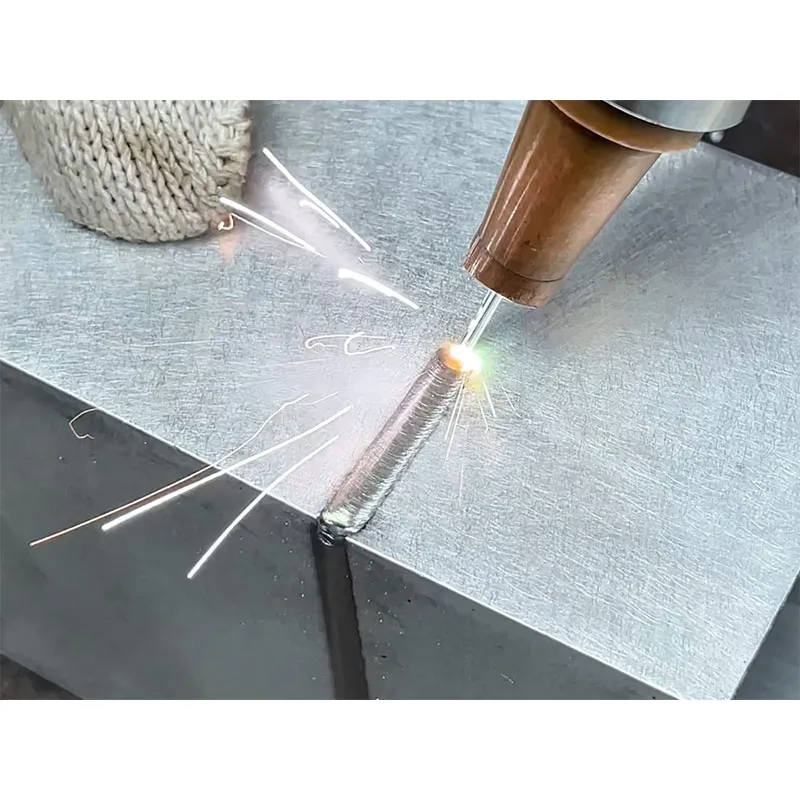
Ручная лазерная сварка благодаря своей высокой эффективности и портативности давно стала мощным инструментом в обработке листового металла, производстве металлоизделий и других отраслях. Однако многие клиенты сообщают, что при первом использовании сталкиваются с незначительными проблемами, часто связанными с недостаточным владением техникой: такими как поры в сварном шве, непровары и смещение красного света.
Однако, чтобы минимизировать простои, если вы столкнулись с одной из следующих проблем, пожалуйста, не спешите сообщать о ремонте. Возможно, это просто «ложная неисправность». Вам не нужно ждать приезда специалиста по ремонту, вы можете легко устранить проблему самостоятельно, сэкономив время и силы.
Решения распространённых проблем
Внезапное ослабление сварки и невозможность проплавления в процессе работы
1. Проверьте, не повреждена ли защитная линза на передней части сварочной горелки, включая, но не ограничиваясь: защитную линзу, фокусирующую линзу, коллимирующую линзу и отражающую линзу. Повреждение одной или нескольких из этих линз может вызвать указанную ситуацию.
2. Проверьте, нет ли на линзах пыли или разлетающихся частиц, и немедленно очистите или замените их.
3. Проверьте, не сместилась ли градуированная трубка на головке горелки. Обычно трубка установлена на ноль. Вы можете перемещать градуированную трубку вперед-назад, чтобы внести соответствующие корректировки в зависимости от конкретных условий сварки.
Защитная линза быстро изнашивается в течение короткого периода времени, появляются следы прожигания и темные пятна. Пожалуйста, выполните следующие настройки:
1. Слегка увеличьте давление воздуха.
2. Избегайте вертикальной сварки горелкой, старайтесь соблюдать угол сварки около 45°.
3. Установите параметры согласно принципу постепенного «медленного увеличения и медленного снижения», например: задержка включения/выключения газа — 200–500 мс, мощность включения/выключения света — 20%, время постепенного увеличения/снижения мощности света — 200–300 мс.
4. Качество самой защитной линзы также определяет её долговечность. Рекомендуется использовать оригинальные линзы.
Механизм подачи проволоки заедает или подача осуществляется неравномерно
Диагностика причин:
• Проверьте модель подающего ролика: ролик с U-образным пазом — для алюминиевой проволоки, ролик с V-образным пазом — для проволоки из нержавеющей стали.
• Проверьте, нет ли мусора на подающих роликах?
• Проверьте, не деформирована ли подаваемая проволока?
Решение:
• Замените на соответствующие подающие ролики и отрегулируйте натяжение.
• Если используется алюминиевая проволока, замените на специальную графитовую направляющую трубку и увеличьте диаметр проволоки.

Чёрный шов, сильное дымление, отсутствие проплавления
Решение:
1. Проверьте, достаточно ли давление газа? Соответствует ли используемая сварочная проволока основному материалу? Есть ли на свариваемом материале покрытие, масляные пятна, окалина и т.д.?
2. Проверьте, не повреждена ли оптика (линзы) оборудования, и находится ли градуировочная трубка в положении "0"?
※ Перед сваркой очистите масляные пятна, упаковку, покрытие и т.д. с поверхности свариваемого материала во избежание влияния на качество сварки и возникновения пожара.
Различные проблемы с аварийной сигнализацией (сигнальные лампы)
Анализ причин:
Тревоги по температуре могут быть вызваны неправильным подключением термистора, его повреждением или повреждением линзы, тогда как тревоги чиллера, давления воздуха или лазерного источника обычно связаны с неправильно установленными уровнями.
Решение:
1. Для тревог по температуре это обычно означает, что температура линзы превысила норму.
• В этом случае сначала проверьте, не повреждена ли линза? Если проблема в ней, замените её.
• Если линза в порядке, вы можете временно отключить сигнализацию в разделе "Настройки" на панели управления, установив порог срабатывания сигнализации для соответствующей температуры линзы в "0" и сохранив настройки.
2. Для тревог по уровню (обычно чиллера, давления воздуха или лазерного источника).
• Такой тип сигнализации часто вызван неправильными установленными пороговыми значениями уровня.
• В этом случае достаточно просто скорректировать настройки соответствующего порога уровня.
Красный луч не по центру или отклоняется от центральной точки
Решение:
Сначала попробуйте настроить маркер красного луча на точечный режим и тщательно проверьте, находится ли красный луч точно в центре сварочного сопла.
Если обнаружено отклонение, можно предпринять следующие меры по регулировке:
1. Программная настройка:
Войдите в опцию смещения центральной точки лазера и выполните тонкую регулировку в соответствии с направлением отклонения красного луча. Если луч отклонён влево, введите положительное значение. Если отклонён вправо — введите отрицательное значение. После выполнения регулировки повторно проверьте положение красного луча.
2. Механическая регулировка (требуется руководство специалиста):
Если программная настройка не позволяет отцентрировать красный луч, может потребоваться профессиональная механическая регулировка. В этом случае рекомендуется связаться с сервисным специалистом для получения помощи.

Ручная лазерная сварка — это быстрый и эффективный метод сварки, обладающий значительными преимуществами.
Качество конечного сварного шва во многом зависит от параметров сварки, которые необходимо выбирать и корректировать в соответствии с фактическими условиями и требованиями к сварке.
Только при правильном выборе и настройке параметров можно добиться высококачественной сварки.