Сравнение результатов сварки лазерами с разным диаметром сердцевины
2026-02-28
Лазерная сварка может выполняться с использованием непрерывных или импульсных лазерных лучей. Принципы лазерной сварки можно разделить на сварку теплопроводностью и глубокую лазерную сварку.
При плотности мощности менее 10⁴~10⁵ Вт/см² осуществляется сварка теплопроводностью. В этом случае глубина проплавления мала, а скорость сварки низкая; при плотности мощности более 10⁵~10⁷ Вт/см² металлическая поверхность под действием тепла вдавливается, образуя «поры», что приводит к формированию глубокой сварки, которая характеризуется высокой скоростью сварки и большим отношением высоты к ширине.
Принцип лазерной сварки теплопроводностью заключается в следующем: лазерное излучение нагревает обрабатываемую поверхность, а тепло с поверхности распространяется внутрь материала путем теплопроводности. Управляя параметрами лазера, такими как длительность импульса лазера, энергия, пиковая мощность и частота повторения, изделие плавится, образуя определенную плавяющуюся ванну.
Глубокая лазерная сварка, как правило, выполняется с использованием непрерывного лазерного луча для соединения материалов. Ее металлургический физический процесс очень похож на процесс электронно-лучевой сварки, то есть механизм преобразования энергии реализуется через структуру «ключевой дыры».
Под действием лазерного облучения с достаточно высокой плотностью мощности материал испаряется, образуя мелкие поры. Эта малая пора, заполненная паром, подобна черному телу и поглощает практически всю энергию падающего луча. Равновесная температура внутри поры достигает около 2500 °C.
Тепло передается от наружной стенки этой высокотемпературной поры, вызывая плавление металла вокруг поры. Малая пора заполнена высокотемпературным паром, образующимся при непрерывном испарении материала стенки под действием луча.
Стенки малой поры окружены плавящимся металлом, а жидкий металл — твердым материалом (при большинстве традиционных процессов сварки и лазерной сварки теплопроводностью энергия сначала депонируется на поверхности изделия, а затем передается внутрь).
Жидкое течение за пределами стенки поры и поверхностное натяжение слоя стенки уравновешивают постоянно генерирующееся паровое давление в полости поры и поддерживают динамическое равновесие.
Луч непрерывно поступает в малую пору, а материал за пределами малой поры непрерывно движется. При перемещении луча малая пора всегда находится в стабильном состоянии течения.
То есть малая пора и плавящийся металл вокруг стенки поры перемещаются вперед с скоростью движения направляющего луча. Плавящийся металл заполняет зазор, остающийся после удаления малой поры, и соответствующим образом конденсируется, образуя сварной шов.
Все это происходит очень быстро, поэтому скорость сварки может легко достигать нескольких метров в минуту.
После ознакомления с основными понятиями плотности мощности, сварки теплопроводностью и глубокой сварки мы далее проведем сравнительный анализ плотности мощности и металлографических фаз лазеров с разным диаметром сердцевины.
В этом эксперименте проводится сравнение сварки на основе распространенных диаметров сердцевины лазеров на рынке.
Плотность мощности в месте фокусного пятна лазеров с разным диаметром сердцевины
| Диаметр сердцевины (мкм) | Коллимация (мм) | Фокус (мм) | Размер разфокусировки (мм) | Скорость (мм/с) | Мощность (Вт) | Диаметр фокусного пятна (мкм) | Плотность мощности (10⁶ Вт/см²) |
| 14 | 150 | 250 | 0 | 150 | 200 | 23.38 | 4.66 |
| 30 | 150 | 250 | 0 | 150 | 200 | 50.1 | 1.02 |
| 50 | 150 | 250 | 0 | 150 | 200 | 83.5 | 0.37 |
| 100 | 150 | 250 | 0 | 150 | 200 | 167 | 0.09 |
| 150 | 150 | 250 | 0 | 150 | 200 | 250.5 | 0.04 |
| 200 | 150 | 250 | 0 | 150 | 200 | 334 | 0.02 |
| 300 | 150 | 250 | 0 | 150 | 200 | 501 | 0.01 |
| 400 | 150 | 250 | 0 | 150 | 200 | 668 | 0.006 |
| 600 | 150 | 250 | 0 | 150 | 200 | 1002 | 0.003 |
▲ Схема распределения энергии лазера с разным диаметром сердцевины
С точки зрения плотности мощности, при той же мощности, чем меньше диаметр сердечника, тем выше яркость лазера и тем более концентрированной будет энергия. Если сравнить лазер с горстью камней. Острый нож: чем меньше диаметр сердечника лазера, тем он острее. Плотность мощности лазера с диаметром сердечника 14 мкм более чем в 50 раз превышает мощность лазера с диаметром сердечника 100 мкм, что обеспечивает более высокую производительность обработки. В то же время, рассчитанная здесь плотность мощности является всего лишь средней плотностью. Фактическое распределение энергии приблизительно соответствует гауссову, и центральная энергия будет в несколько раз превышать среднюю плотность мощности.

▲ Принципиальная схема распределения энергии лазера при различных диаметрах сердечника
Цвет диаграммы распределения энергии соответствует ее распределению. Чем краснее цвет, тем выше уровень энергии. Красный цвет указывает на место концентрации энергии. Благодаря распределению энергии лазерных лучей с разным диаметром сердцевины можно увидеть, что фронт лазерного луча не является резким, а сам лазерный луч является острым. Чем меньше, тем больше концентрация энергии в одной точке, тем она острее и тем сильнее ее проникающая способность.
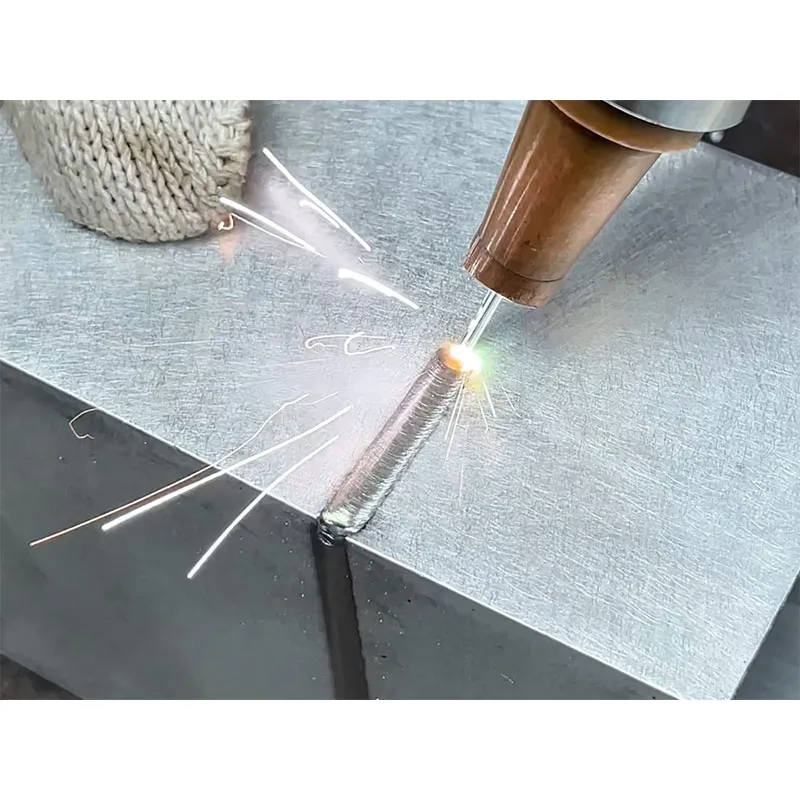
▲Сравнение сварочных эффектов лазеров с разными диаметрами сердечников
Сравнение лазеров с разными диаметрами сердечников:
(1) В эксперименте использовалась скорость сварки 150 мм/с, сварка в фокусном положении, материал - алюминий 1-й серии толщиной 2 мм.;
(2) Чем больше диаметр сердечника, тем больше ширина плавления, тем больше зона термического воздействия и тем меньше удельная мощность установки. Когда диаметр сердечника превышает 200 мкм, нелегко достичь глубины проплавления высокореакционных сплавов, таких как алюминий и медь, а более высокая глубина проплавления может быть достигнута только при высокой мощности сварки;
(3) Лазеры с малым сердечником обладают высокой плотностью мощности и могут быстро пробивать замочные скважины на поверхности материалов с высокой энергией и небольшими зонами термического воздействия. Однако, в то же время, поверхность сварного шва шероховатая, и при сварке на низкой скорости высока вероятность разрушения замочной скважины, а во время сварочного цикла замочная скважина закрыта. Цикл длительный, и возможны такие дефекты, как трещинки и поры. Он подходит для высокоскоростной обработки или обработки с поворотной траекторией;
(4) Лазеры с большим диаметром сердечника имеют большие световые пятна и более рассеянную энергию, что делает их более подходящими для лазерного переплава поверхности, наплавки, отжига и других процессов.

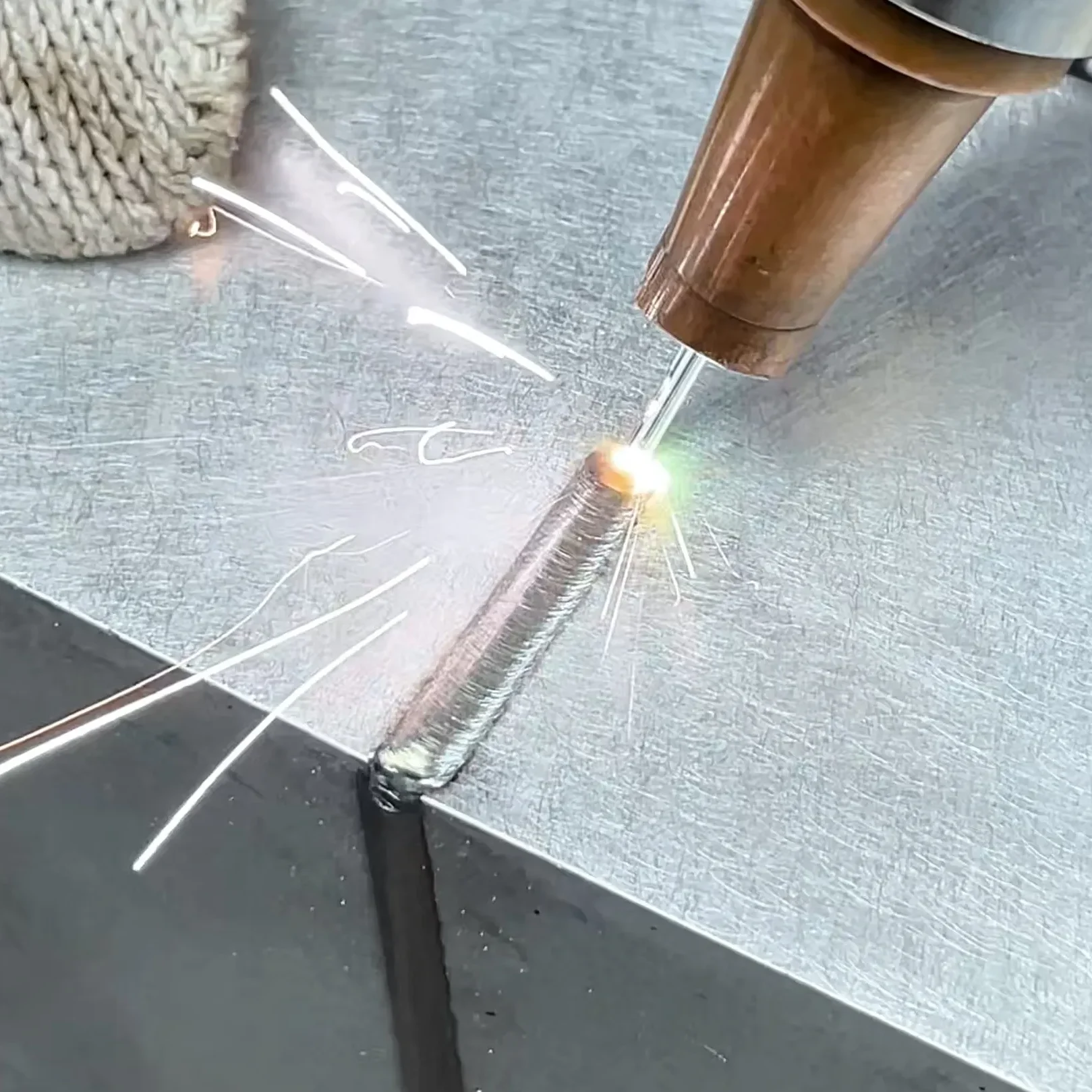
▲Сравнение сварочных эффектов лазеров с разными диаметрами сердечников
Сравнение лазеров с разными диаметрами сердечников:
(1) В эксперименте использовалась скорость сварки 150 мм/с, сварка в фокусном положении, материал - алюминий 1-й серии толщиной 2 мм.;
(2) Чем больше диаметр сердечника, тем больше ширина плавления, тем больше зона термического воздействия и тем меньше удельная мощность установки. Когда диаметр сердечника превышает 200 мкм, нелегко достичь глубины проплавления высокореакционных сплавов, таких как алюминий и медь, а более высокая глубина проплавления может быть достигнута только при высокой мощности сварки;
(3) Лазеры с малым сердечником обладают высокой плотностью мощности и могут быстро пробивать замочные скважины на поверхности материалов с высокой энергией и небольшими зонами термического воздействия. Однако, в то же время, поверхность сварного шва шероховатая, и при сварке на низкой скорости высока вероятность разрушения замочной скважины, а во время сварочного цикла замочная скважина закрыта. Цикл длительный, и возможны такие дефекты, как трещинки и поры. Он подходит для высокоскоростной обработки или обработки с поворотной траекторией;
(4) Лазеры с большим диаметром сердечника имеют большие световые пятна и более рассеянную энергию, что делает их более подходящими для лазерного переплава поверхности, наплавки, отжига и других процессов.