Технологические параметры и показатели производительности лазерной резки
2025-11-14
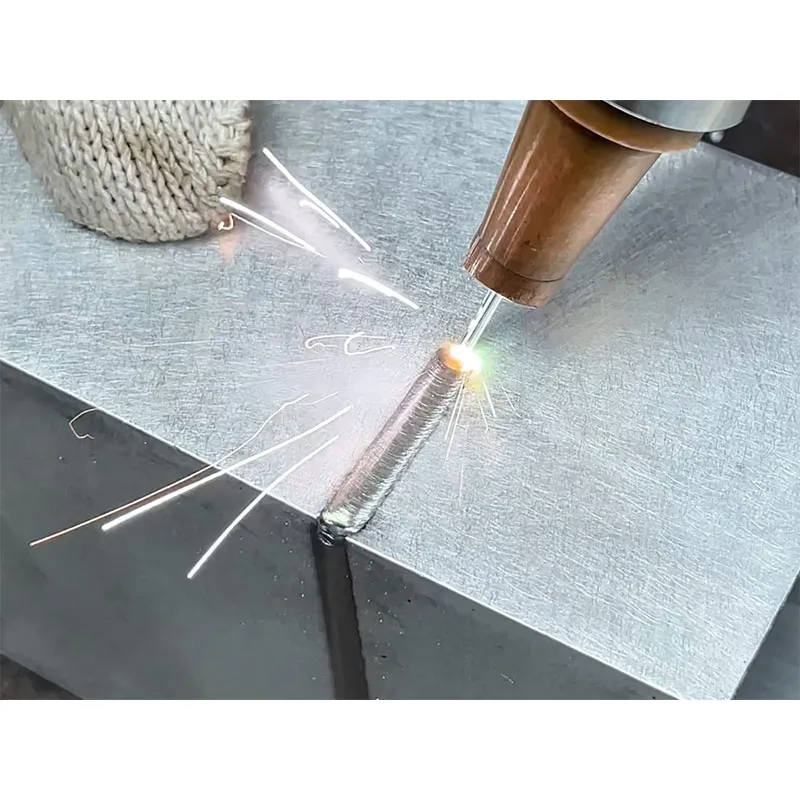
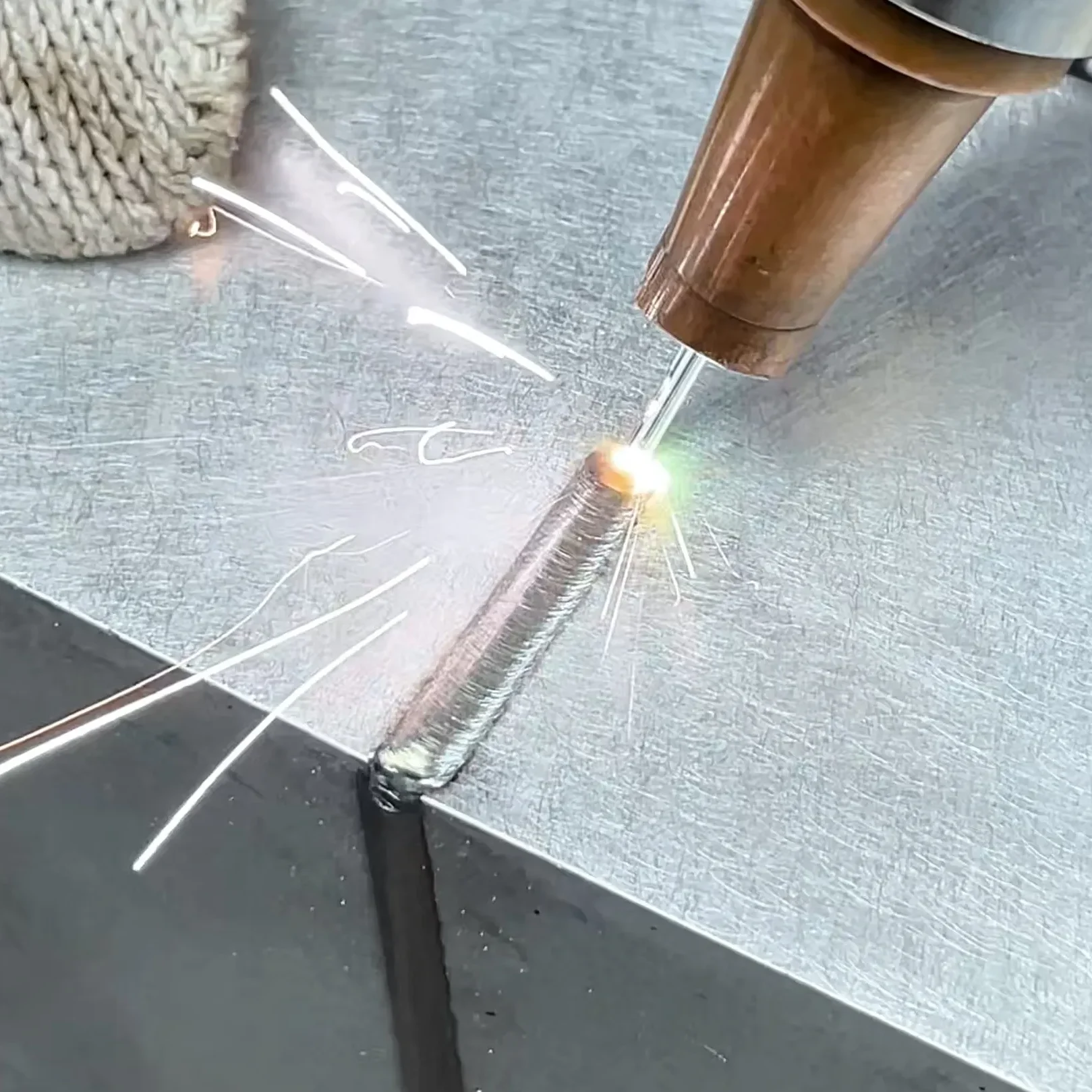
Лазерная резка — это хорошо известная технология обработки, использующая лазерный луч высокой плотности энергии для точного раскроя материалов. Она широко применяется для обработки как металлических, так и неметаллических материалов. Наиболее распространённым оборудованием для данной технологии являются лазерные режущие станки.
Принцип работы лазерной резки
В основе работы лазерного режущего станка лежит принцип использования лазерного луча. Ключевым элементом является лазерный пучок, генерируемый высокомощным лазером. С помощью системы зеркал и линз, особенно фокусирующей линзы, луч концентрируется в очень маленькое пятно диаметром обычно от нескольких десятков до нескольких сотен микрометров. Это создаёт чрезвычайно высокую плотность энергии на поверхности обрабатываемого материала.
Процесс резки
Под воздействием лазера с высокой плотностью энергии поверхность материала быстро нагревается до тысяч или даже десятков тысяч градусов Цельсия, что приводит к мгновенному плавлению, испарению или возгоранию материала. Для металлов также может происходить реакция окисления.
Роль вспомогательного газа
В процессе лазерной резки часто используется подача вспомогательного газа под высоким давлением (например, кислород, азот, аргон или сжатый воздух). С одной стороны, газ помогает удалять расплавленный или испарённый материал, с другой — защищает зону резки, уменьшает зону термического влияния и повышает качество и скорость резки.
Основные технологические параметры
• Мощность лазера — определяет глубину и скорость резки.
• Скорость резки — влияет на качество кромки и производительность.
• Давление и тип газа — выбор газа зависит от материала (кислород для стали, азот для нержавейки и алюминия).
• Фокусное расстояние и положение луча — влияют на ширину реза и качество кромки.
• Частота импульсов — важна для резки тонких или отражающих материалов.
Ключевые показатели производительности
• Точность резки — отклонение от заданных размеров.
• Шероховатость кромки — качество поверхности реза.
• Ширина реза — минимальная толщина разрезаемого материала.
• Скорость обработки — производительность станка.
• Энергоэффективность — потребление энергии на единицу обработанного материала.
Таким образом, лазерная резка сочетает высокую точность, скорость и универсальность, что делает её незаменимой в современном производстве.

Основные технологические параметры и особенности лазерной резки промышленных материалов
Ключевые параметры процесса лазерной резки
1. Мощность лазера
• Высокая отражательная способность материала (например, алюминий, медь) требует повышенной мощности для компенсации потерь энергии.
• Высокая теплопроводность (например, у меди, алюминия) ускоряет рассеивание тепла, что также требует увеличения мощности.
• Материалы с высокой температурой плавления (например, вольфрам, титан) нуждаются в высокой плотности энергии для плавления или испарения.
2. Скорость резки
• Оптимальная скорость зависит от толщины материала и давления газа. При слишком низкой или высокой скорости шероховатость реза возрастает (U-образная зависимость).
• С увеличением толщины скорость резки снижается, а требуемая мощность возрастает.
3. Давление и расход газа
• Функции газа:
• Удаление расплавленного материала из зоны реза.
• Защита от окисления (при использовании инертных газов).
• Участие в экзотермической реакции (кислород для резки стали).
• Выбор сопла и расхода газа зависит от толщины материала и требуемого качества кромки.
4. Качество луча, фокусное расстояние и расфокусировка
• Режим луча TEM₀₀ обеспечивает минимальный диаметр пятна и максимальную плотность энергии.
• Фокусное расстояние линзы:
• Короткое фокусное расстояние → меньший диаметр пятна, но малая глубина резкости.
• Длинное фокусное расстояние → большая глубина резкости, но снижение плотности энергии.
• Расфокусировка: обычно отрицательная (фокус ниже поверхности материала) для улучшения качества реза.
5. Сопло
• Конические коаксиальные сопла обеспечивают равномерное распределение газа.
• Расстояние от сопла до материала должно оставаться постоянным для стабильности процесса.
Особенности лазерной резки промышленных материалов
1. Металлические материалы
• Углеродистая сталь:
• Резка с кислородом позволяет достичь ширины реза до 0,1 мм для тонких листов.
• Максимальная толщина резки превышает 20 мм.
• Нержавеющая сталь:
• Минимальная зона термического влияния сохраняет коррозионную стойкость.
• Используется азот для чистого реза без окалины.
• Алюминий и сплавы:
• Высокая отражательность требует высокой мощности (особенно для CO₂-лазеров).
• Лазеры с длиной волны 1,06 мкм (волоконные) более эффективны.
• Титан:
• Кислород вызывает окисление и перегрев → рекомендуется аргон/азот.
• Медь и латунь:
• Чрезвычайно высокая отражательность делает резку CO₂-лазером практически невозможной.
2. Неметаллические материалы
• Пластмассы, дерево, ткани:
• Легко поглощают излучение CO₂-лазера (10,6 мкм).
• Ограничения по толщине: дерево — до 75 мм, фанера — до 25 мм.
• Керамика и кварц:
• Резка возможна с контролируемым растрескиванием (метод управляемого разлома).
• Стекло и камень:
• Склонны к растрескиванию → требуют специальных методов (например, наносекундные лазеры).
3. Сложные материалы
• Композиты и твердые сплавы:
• Требуют экспериментального подбора параметров для минимизации дефектов.
Оптимизация процесса
1. Экспериментальная настройка параметров для новых материалов.
2. Мониторинг состояния сопла и линз для стабильности качества.
3. Автоматизация контроля расстояния до материала и скорости подачи газа.
Лазерная резка сочетает высокую точность, скорость и гибкость, но требует точного контроля параметров для каждого типа материала.

Пути повышения эффективности, качества и экономичности лазерной резки
На практике применение лазерной резки требует комплексного подхода к оптимизации трёх ключевых аспектов: производительности, качества и себестоимости. Повышение эффективности технологии может быть достигнуто за счёт следующих мер:
1. Использование лазеров повышенной мощности
Применение современных лазеров мощностью до 10 кВт и выше позволяет значительно увеличить скорость резки, особенно для толстых материалов, одновременно уменьшая зону термического влияния и деформацию заготовки.
2. Оптимизация технологических параметров
Точная настройка мощности, скорости резки, типа и давления вспомогательного газа, а также расстояния от сопла до материала в зависимости от конкретных свойств обрабатываемого материала позволяет добиться оптимального сочетания скорости и качества.
3. Внедрение систем автоматической фокусировки
Автоматическая корректировка положения фокуса лазера в зависимости от толщины и типа материала обеспечивает стабильную точность реза.
4. Оптимизация перемещений режущей головки
Сокращение времени холостого хода за счёт увеличения скорости позиционирования головки между резами повышает общую производительность оборудования.
5. Автоматическое распознавание и адаптация
Системы автоматического определения кромок материала и углов наклона с последующей коррекцией траектории реза уменьшают количество брака и время подготовки.
6. Совершенствование программного обеспечения ЧПУ
Использование современных САМ-систем для:
• Симмуляции процесса резки
• Оптимизации раскроя и траекторий
• Минимизации холостых перемещений
• Повышения коэффициента использования материала
7. Регламентное техническое обслуживание
Регулярная замена расходных компонентов, очистка оптики, калибровка оборудования и своевременная диагностика предотвращают внеплановые простои и сохраняют стабильное качество обработки.
8. Контроль условий эксплуатации
Поддержание чистоты в рабочей зоне, стабильной температуры (+15...+25°C) и влажности (40-60%) предотвращает загрязнение оптики и обеспечивает повторяемость результатов.
9. Модернизация систем управления
Внедрение современных ЧПУ с повышенной точностью позиционирования, улучшенными алгоритмами интерполяции и поддержкой сложных пространственных траекторий расширяет технологические возможности.
10. Внедрение инновационных решений
Постоянный мониторинг и применение новых разработок:
◦ Высокоэффективные волоконные и дисковые лазеры
◦ Адаптивные оптические системы
◦ AI-алгоритмы для прогнозирования и коррекции параметров
◦ Системы онлайн-мониторинга качества
Реализация этих мер позволяет создать сбалансированную технологическую систему, где рост производительности не происходит за счёт снижения качества, а оптимизация затрат достигается через повышение общей эффективности производства. Ключевым фактором успеха является системный подход, сочетающий современное оборудование, грамотную настройку параметров и профессиональное обслуживание.