Технология лазерной сварки меди — анализ трудностей лазерной сварки меди .
2026-04-09
A.Трудности при сварке меди
Поскольку медь обладает очень низкой степенью поглощения ближнего инфракрасного лазерного излучения при комнатной температуре, большая часть падающего лазерного излучения отражается в процессе сварки, что приводит к значительным потерям энергии меди во время лазерной сварки и низкой эффективности использования лазерной энергии. В то же время, из-за высокой теплопроводности меди, её стабильность при лазерной сварке низкая. Указанные факторы обуславливают необходимость использования лазеров высокой яркости для получения относительно хорошего качества сварки при инфракрасной лазерной сварке меди. Однако избежать таких проблем сварки, как плохое формирование сварного шва, горячие трещины, брызги и поры, невозможно. Эти факторы значительно ограничивают распространение и применение технологии лазерной сварки меди.
Ниже приведено краткое описание трех основных трудностей лазерной сварки меди :
1.Высокая теплопроводность, быстрое рассеивание тепла
")
Определение теплопроводности: это количество тепла, передаваемого через единицу горизонтальной площади поперечного сечения в единицу времени, когда вертикальный градиент температуры составляет 1 °C/м.
Проще говоря: возьмем две параллельные плоскости, расположенные на расстоянии 1 метра друг от друга и имеющие площадь 1 квадратный метр внутри объекта, перпендикулярную направлению теплопроводности. Если разница температур между двумя плоскостями составляет 1 К (1 °C), теплопроводность от одной плоскости будет происходить в течение 1 секунды. Тепло, передаваемое другой плоскости, определяется как теплопроводность материала, и его единица измерения — ватты/метр·Кельвин (Вт/м·К).
Теплопроводность меди составляет 401 Вт/(м*К), что в 1,7 раза выше, чем у алюминия, и в 5 раз выше, чем у стали. Высокая теплопроводность означает, что энергия теряется быстрее в процессе сварки.
Высокая теплопроводность приводит к слабому сварному шву (недостаток энергии, приводящий к недостаточному проплавлению) и шероховатой поверхности на макроуровне; на микроуровне это приводит к слишком большой зоне термического воздействия (большая площадь теплопроводности вызывает рост зерен при нагреве, что приводит к ухудшению характеристик). Поэтому в процессах сварки с низкой плотностью энергии (например, дуговая сварка) обычно требуется предварительный нагрев. Процессы сварки с высокой плотностью энергии (лазерная, электронно-лучевая сварка) не требуют предварительного нагрева, но необходимо обеспечить тот же процесс плавления, что и при сварке алюминия и стали. Более глубокая сварка часто требует большей мощности и меньшего размера пятна, что также усугубляет нестабильность качества сварки меди.
2.Высокая отражательная способность, низкий коэффициент поглощения
")
В настоящее время мощные лазеры в основном являются волоконными. При этом локализация волоконных лазеров относительно точна и экономически эффективна. Использование инфракрасных лазеров (диапазон 1030-1080 нм) для сварки меди имеет значительное преимущество в стоимости. Однако при комнатной температуре на начальном этапе медью поглощается лишь около 3-5% падающего лазерного излучения, а остальное отражается. Это приводит к необходимости использования лазера большей яркости при сварке медных материалов. Этот процесс усиливает нестабильность сварочного процесса. Чрезмерное отражение лазерной энергии не только приводит к низкой эффективности использования энергии, но и представляет серьезную опасность для людей, оборудования и оптических компонентов.
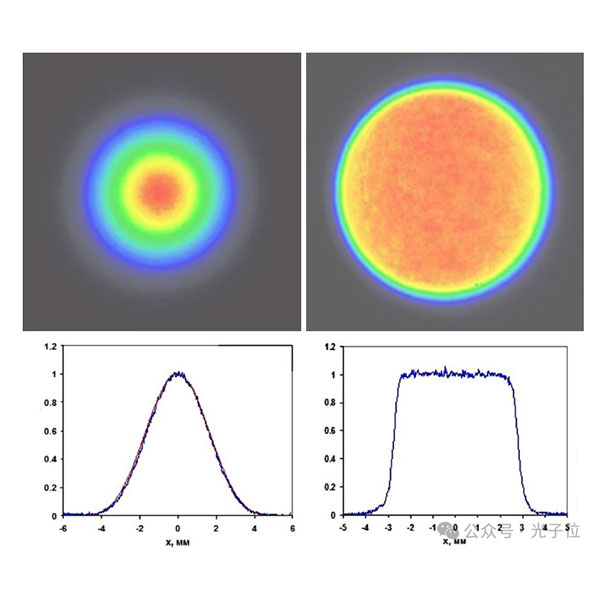
3.Скорость поглощения лазерного излучения сильно колеблется.
")
Как показано на рисунке 3, представлены теплопроводность чистой меди при различных температурах и кривая изменения поглощающей способности инфракрасного лазера в диапазоне 1 мкм. Как видно из рисунка, поглощающая способность твердой чистой меди при комнатной температуре составляет всего 3%, а при повышении температуры до 1250 К она достигает примерно 8%, что составляет увеличение всего на 5 процентных пунктов; при этом теплопроводность медленно снижается от максимального значения 400 Вт/м*К до примерно 330 Вт/(м*К). То есть, в твердом состоянии чистая медь сохраняет чрезвычайно низкую скорость поглощения лазерного излучения и чрезвычайно высокую эффективность теплопроводности, что делает процесс лазерной обработки чрезвычайно сложным и требует чрезвычайно высокой плотности мощности лазера.
Однако в крайне узком температурном диапазоне 1250–1350 К степень поглощения света чистой медью резко возрастает примерно до 15%; одновременно с этим её теплопроводность резко падает с исходных 330 Вт/мК до примерно 160 Вт/мК. Это приводит к мгновенному увеличению скорости накопления тепла в расплавленном состоянии в несколько раз при одинаковой плотности мощности лазерного луча. В это время жидкая медь поглощает большое количество тепла, и температура дополнительно повышается (выше 2500 °C), вызывая интенсивное испарение с образованием «замочной скважины». После образования «эффекта замочной скважины» падающий лазерный луч многократно отражается и поглощается внутри замочной скважины, и степень поглощения лазерного излучения возрастает примерно до 60%, что ещё больше усугубляет нагрев и испарение внутренних материалов. Такие огромные колебания подводимой температуры вызовут сильные колебания в расплавленной ванне меди, приводящие к «микровзрывам» и образованию мелких отверстий внутри расплава, что вызовет брызги, поры и другие дефекты.
B.Основные типы дефектов и механизмы их образования
1.Виртуальная пайка
")
Как показано на рисунке 4, из-за высокой теплопроводности меди и низкой степени поглощения лазерного излучения в начальной точке часто наблюдается подобное явление: начальный участок не может быть эффективно сформирован. Расплавленная ванна, даже без каких-либо следов нагрева, начинает формироваться по мере постепенного повышения температуры, вызывая «виртуальную сварку» в начальной части.
Причина в том, что начальная скорость поглощения тепла низка, что приводит к малому подводу тепла. Тепло, поглощенное медью, быстро рассеивается за счет теплопроводности. Под непрерывным воздействием лазера температура меди повышается, скорость поглощения увеличивается с повышением температуры, и начинается накопление тепла. Часть меди плавится, и происходит теплопроводящая сварка. Затем скорость поглощения лазерного излучения жидкой медью еще больше увеличивается, подвод тепла продолжает расти, начинают появляться сквозные отверстия, и только тогда начинается глубокая сварка. Это явление характерно для случаев, когда размер лазерного пятна большой, мощность низкая или скорость сварки слишком высокая. При достаточно высокой плотности мощности глубокая сварка может быть сформирована в момент воздействия лазера.
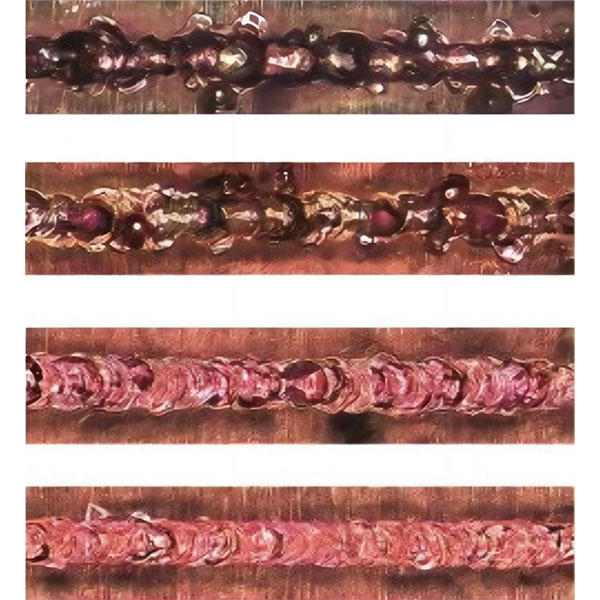
2.Плохое формирование сварного шва
")
Поскольку в процессе лазерной сварки меди коэффициент поглощения лазерного излучения медью в различных состояниях (твердое 3%, жидкое 15%, с образованием сквозного отверстия 60%) сильно меняется, это вызывает резкие колебания расплавленной ванны во время сварки. Как правило, колебания расплавленной ванны показаны на рисунке выше. Если появляется волнообразный гребень, расплав быстро остывает, и у него не остается времени для повторного растекания, что приводит к образованию плавного перехода и, как следствие, к большим дефектам внешнего вида и чрезмерной шероховатости.
3.Освежитель для пор
Использование инфракрасного лазера для линейной сварки меди характеризуется нестабильным технологическим диапазоном и колебаниями максимальной глубины проплавления, а также склонностью к образованию дефектов, таких как разбрызгивание металла, выброс расплава и отверстия, как показано на рисунке 1.
")
Как показано на рисунке 6: энергия лазера значительно концентрируется внутри и под сварочной ванной, и в конечном итоге внутренняя часть сварочной ванны, окруженная расплавленным металлом, чрезмерно расширяется, увеличивая... Для устранения нестабильности сварочной ванны в процессе сварки, когда количество жидкого металла в расплавленной ванне меньше давления расширения малого отверстия, расширение пара на дне малого отверстия вызывает выброс расплавленного металла, образуя брызги, а в области выброса расплавленного металла образуются поверхностные отверстия.
")
")
Как показано на рисунке 8, при сварке с глубоким проплавлением резко возрастающая скорость поглощения лазерного излучения (60%) вызывает резкое увеличение испарения внутри расплавленной ванны, что приводит к разбрызгиванию, схлопыванию сквозного отверстия, после чего лазерное излучение снова попадает в расплавленную ванну. В ванне скорость поглощения снижается с 60% до примерно 20%, затем по мере увеличения испарения образуется новое сквозное отверстие, скорость поглощения лазерного излучения увеличивается и так далее. Сильные колебания подводимой тепловой энергии вызывают периодические изменения в сварке меди методом теплопроводности и сварке с глубоким проплавлением, что приводит к чередованию глубины проплавления и делает проплавление неконтролируемым. Как показано на рисунке, в некоторых областях проплавление будет недостаточным, что также вызовет резкие изменения в испарении паров медного металла, что приведет к периодическому схлопыванию и закрытию внутреннего пространства сквозного отверстия, образованию пор и разбрызгиванию.
C.Механизм разбрызгивания и образования пор
")
Как показано на рисунке 9, отчетливо видны брызги и поры, образовавшиеся в результате нестабильного процесса сварки меди. Эти два дефекта являются наиболее распространенными при лазерной сварке меди. Вот краткий обзор:
1.Механизм образования брызг
")
Анализ напряжений в разбрызгивающихся каплях: В процессе глубокой сварки медных сплавов разбрызгивающиеся капли в основном подвержены воздействию восходящей силы сдвига, создаваемой поверхностным натяжением жидкости, собственной силой тяжести и парами металла под высоким давлением в сквозном отверстии; при этом сила сдвига является определяющей. Как правило, разбрызгивание происходит в основном с края сквозного отверстия. Вылетающие капли — это преимущественно капли с края сквозного отверстия. По мере колебаний расплавленной ванны, вылетев из сквозного отверстия, они подвергаются прямому воздействию мощного выброса паров металла вверх и сдвигаются в вертикальном направлении. Под действием силы сдвига они преодолевают поверхностное натяжение и собственную силу тяжести и вылетают из расплавленной ванны, образуя брызги.
2.Механизм формирования устьев
")
Поры в виде замочной скважины в основном образуются из-за нестабильности замочной скважины в процессе лазерной сварки. Поскольку замочная скважина полая, как показано на рисунке e, после ее схлопывания расплавленная ванна закроет ее, и пары металла проникнут в расплавленную ванну. Пары металла не успевают вовремя выйти с поверхности расплавленной меди и затвердевают в расплавленной ванне, образуя в сварном шве поры большего диаметра .
Примечание: Данная статья предназначена исключительно для ознакомительных и учебных целей. В случае возникновения вопросов, связанных с авторскими правами или другими правовыми аспектами, пожалуйста, сообщите нам, и мы оперативно примем меры.